- Challenge: Reduce the number of stages required to perform duty for a multistage vertical pump.
- Results: Impeller modification and de-swirl vane change.
- Impact: Increased efficiency and head production per stage, reducing the total stages required resulting in significant savings in production.
Vertical pump stages are used in the oil industry to pump fluid for large-head applications. The individual pump stage consists of a centrifugal pump impeller and a de-swirl cascade return channel that removes the swirl from the flow and transitions the fluid to the next stage. Since the number of stages that can be sequentially stacked can be large, a gain in duty performance per stage can result in great savings to the customer, as well as reduce the total number of stages required to perform the required operation.
An OEM that was required to use more stages compared to their competitor to perform the same pump duty submitted a standard configuration for detailed analysis and hydraulic optimization. The geometry was processed and a CFD (Computational Fluid Dynamics) analysis performed. The results indicated a small gain in impeller efficiency was possible, but significant gains could be made to the de-swirl cascade. The existing design did not adequately de-swirl, and employed a blunt trailing edge, distorting the flow.
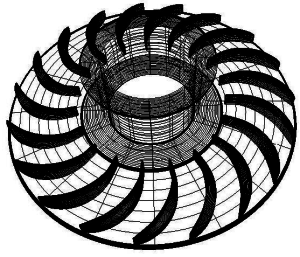
Figure 1. 3D design of the redesigned de-swirl vane.
A redesign (Figure 1) was made that employed an airfoil de-swirling vane. The resulting analysis indicated a greater than 10% gain in performance compared to the existing design. Additionally, there was no significant performance degradation in the subsequent stages. The analysis further indicated that the number of stages required to perform the operation could be decreased by over ten percent, resulting in significant savings for the customer.
