A hydraulic pump was failing in an aircraft critical safety-related service, and a thorough performance evaluation was needed. The evaluation involved operating the pump on a test stand at very cold temperatures in an effort to simulate arctic operating conditions. MSI engineers and technicians were responsible for all aspects of the design and construction of the test rig and loop, as well as the performance of the test and collection of data. They chose to perform the testing at the Cold Regions Research and Engineering Laboratory. At this laboratory, they were able to run the pump at temperatures from room temperature to as low as –40 ºF while obtaining important pump performance and mechanical reliability data at all key operating conditions.
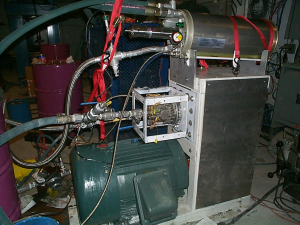
The pump was an axial plunger/swash-plate rotary pump capable of delivering fluid at a pressure of over 3000 psi and a flow rate of roughly 30 gpm. For the rig test, MSI outfitted it with a 60 hp motor and associated variable frequency drive controller. The entire setup was assembled and run within the refrigerated cold room. The fluid passed through a 15-ton chiller in order to keep the suction fluid at a consistently low temperature. MSI constructed the system so that it could be controlled from outside the cold room via remotely actuated valves. Many different parameters were monitored and recorded while operating the pump through a variety of conditions. These parameters included flow rates, various fluid temperatures, various fluid pressures (both static as well as dynamic pulsations), pump casing and swash-plate temperatures, pump speed, motor torque and horsepower, pump vibration, and wear particles in (and degradation of) the pumped synthetic fluid. In all, 32 channels of data were recorded continuously on tape for over 200 hours of test. All instrumentation was selected, installed, and calibrated by MSI engineers.
The exhaustive testing resulted in many important findings. Under arctic conditions, deteriorated pump performance was observed at certain pump speed and flow rate combinations. Based on a thorough review of the data, it was determined that this problem could indeed lead to premature pump failure, depending on the interplay with certain hydraulic system components. Because of long-term reliability concerns, identification of the problem condition was not sufficient; the root cause needed to be determined. MSI’s rig was, therefore, used for another battery of testing. The test rig was ideal for the performance of controlled studies that would isolate certain pump vs. system parameters to determine their role in the reliability problems. The worst-case operating conditions identified from the first round were run while certain modifications to the pump and hydraulic system were made, separating “winners” from “losers.” This project involved MSI engineers at many levels, including physical testing, data acquisition, rig and loop design, pump design evaluation, and tribology.
Check out our blog on Understanding The Power of Video in Machinery Vibration
