CFD Analysis Resolves Suction-Induced Vibration in Nuclear Pumps
What Causes Suction-Induced Vibration in Nuclear Pumps?
Mechanical Solutions, Inc. (MSI) was contracted to investigate flow-induced vibrations in a Residual Heat Removal(RHR) pump system at a nuclear power plant. The plant owner observed vibration data indicating unstable pump operation at low volumetric flow rates, where the pump ran at 5,500 gallons per minute(gpm)—well below its Best Efficiency Point (BEP) of 7,700 gpm.
MSI’s task was to quantify flow instability and recommend design improvements to minimize vibration, cavitation surge, and off-design performance issues.
How Was CFD Analysis Used to Diagnose the Problem?
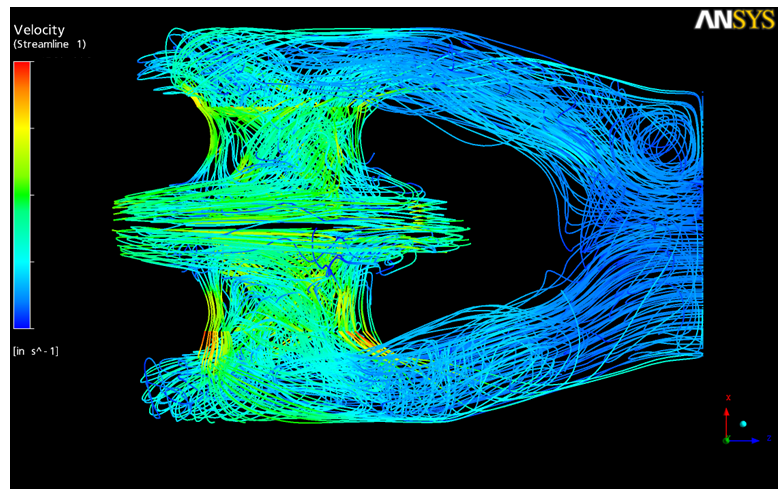
A detailed Computational Fluid Dynamics (CFD) analysis was performed using:
• PTC Creo (formerly Pro/Engineer) was used to create a solid model of the pump suction, impeller, and volute
• MSI used a CFD code for meshing and flow simulation (more about a current modern CFD code is at this link)
What is the difference between Unsteady CFD Analysis versus Steady-State CFD Analysis?
The work described in this case history was performed prior to 2013 when MSI was still using the frozen rotor steady-state CFD technique. By 2013 MSI led the industry by primarily using unsteady techniques. This blog discusses the significant advantages of unsteady CFD which are ideal for evaluating off-design performance.
MSI analyzed:
- Suction geometry alone
- Suction geometry with a low-vane-count impeller
- Several design refinements
Key findings:
- Inclusion of the impeller domain revealed significant suction re-circulation, not visible when the suction was modeled alone.
-
Re-circulation occurred at both 5,500 gpm and BEP, indicating impeller design as the primary contributor.
-
Suction geometry had only a minor effect on unbalanced flow distribution.
- Suction piping did not significantly impact overall pump behavior.
What Solutions Were Recommended by MSI?
MSI concluded that the impeller geometry—especially the number of vanes—was critical for performance across low-flow conditions.Short-Term Solution: Anti-Cavitation Surge Device
To stabilize the pump in the near term, MSI designed an anti-cavitation surge device that mitigated off-design flow instabilities and cavitation surge.
Long-Term Solution: Impeller Redesign
Based on the results of MSI work, the pump OEM re-designed the impeller with more vanes, supporting stable operation over a wider flow range, eliminating the root cause of suction-induced vibration and improving overall pump performance.
Key Takeaways From CFD Analysis
- Suction modifications alone are insufficient to correct impeller instabilities.
- Impeller vane count and blade loading are among the primary factors in off-design vibration and cavitation surge.
- Comprehensive CFD analysis using parallel computing resources can resolved discrepancies not captured by the more limited pump OEM simulations.
- Anti-cavitation surge devices provide an interim solution until permanent design changes are implemented.
FAQ Section
What is suction-induced vibration in pumps?
Suction-induced vibration occurs when flow instabilities at the pump inlet cause recirculation, cavitation, or unbalanced flow,leading to structural vibration and reduced efficiency.
What is suction-induced vibration in pumps?
Suction-induced vibration occurs when flow instabilities at the pump inlet cause recirculation, cavitation, or unbalanced flow,leading to structural vibration and reduced efficiency.
Can suction modifications alone resolve vibration problems?
No.Suction geometry has a minor effect; the impeller design must be optimized to eliminate flow instabilities effectively.
What role does modern Unsteady CFD analysis play in pump system optimization?
Unsteady CFD allows engineers to model full suction and impeller interactions under operational conditions, uncovering flow instabilities missed by stationary or simplified simulations. More modern CFD techniques are also useful for open sump types of inlet boundary conditions.
What interim solutions exist before a full impeller redesign?
Devices such as anti-cavitation surge devices can reduce instability and vibration while permanent impeller modifications are implemented.
What can be done to optimize suction and overall pump performance since pumps are often installed such that there is limited space available for long straight inlet pipes.
The case history at this link discusses how inlets can be optimized to meet difficult installation challenges.
What are some modern field testing techniques that can be used to non-intrusively test pumps to determine if cavitation-like noise is causing metal removal damage and impacting performance or is just a nuisance noise?
By measuring the instantaneous acceleration spikes on the casing or piping exterior, MSI can directly assess the pump’s material response to cavitation-like events.
