MSI worked closely with a major compressor OEM to specify, install and conduct strain gage testing of a centrifugal compressor impeller on the OEM test stand. MSI utilized its state-of-the-art FM telemetry system to transmit 5 simultaneous channels of data with each channel at either 5 or 10 kHz. Data transmission included dynamic strain measurements and dynamic pressure measurements from key locations on the rotating impeller. MSI also installed stationary pressure probes in the suction and discharge as well as accelerometers and acoustic quality microphones. Figure 1 shows the natural frequency response of the impeller based on an Experimental Modal Analysis (EMA), also known as a modal “bump” test, conducted by MSI while the impeller was stationary.
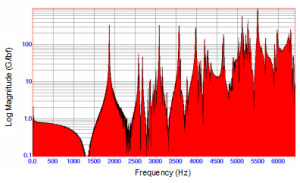
Figure 1. Natural Frequency Response of Stationary Impeller
The OEM had suspected that the problematic stress would be occurring due to a natural frequency resonance close to vane pass at 3 kHz. Figure 2 shows actual output from a strain gage on the rotating impeller during testing. The natural frequency modes near 3 kHz are clearly evident since they were excited by the flow turbulence in the vicinity of the blades. However, much higher strain levels are seen at lower frequencies. Based on the testing program, MSI was able to determine that the high strain levels at the low frequencies were forced vibration caused by rotating stall. This stall phenomenon was occurring at non-audible levels and was significant enough to cause high cycle fatigue failure. This conclusion would never have been reached if the advanced testing program put together by MSI had not been conducted.
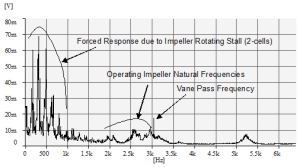
Figure 2. Strain Gage Response of Rotating Impeller
The natural frequencies observed during testing correlated well both with stationary impact test results and predictions by MSI using 3-D finite element analysis (FEA). The analysis was then used to investigate “what-if” scenarios, to determine how strong the stall needed to be to cause fatigue and to investigate design modifications to reduce peak stresses and cracking potential. Overall, the efforts of MSI in conjunction with the OEM contributed to a successful redesign effort.
