Machinery Vibration: Mechanical Solutions, Inc. (MSI) was contracted by a coal power electricity generation plant to perform thorough and specialized vibration testing of the main turbine driven boiler feed pump (TDBFP). It was previously reported that for several years, high shaft vibration had been detected at the pump inboard bearing (IBB), but mostly in the X direction. The vibration appeared to be proportional to the load of the plant and sensitive to the alignment. However, no apparent damage had been detected on the bearing or shaft journal. It was noticed that the wear rings of the 1A and 1B impellers had 2 to 3 mils or wear near 12 O’clock position.
MSI performed specialized vibration testing that included experimental modal analysis (EMA), continuous monitoring (vibration and piping/ nozzle strain), and operating deflection shape (ODS) characterization. EMA involved impacting the pump casing and measuring the vibratory ring-downs to identify system natural frequencies and characterize their corresponding vibration mode shapes. The continuous monitoring test involved instrumenting the TDBFP to study its dynamic behavior under normal operating conditions (from cold to full load operation). Finally, the ODS characterization involved applying steady-state vibration data to a computer model of the system, then animating it at certain vibration frequencies of interest to study the relative motion between components.
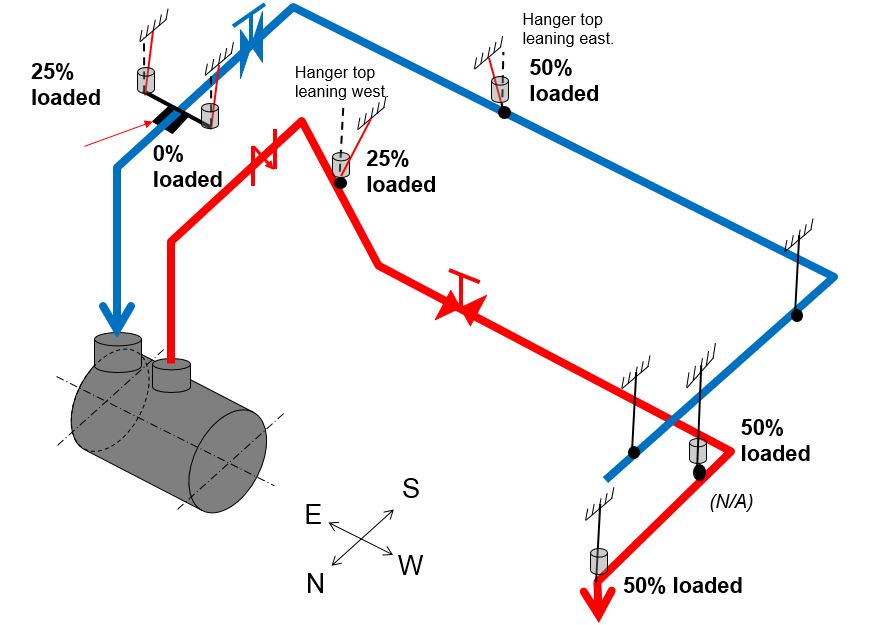
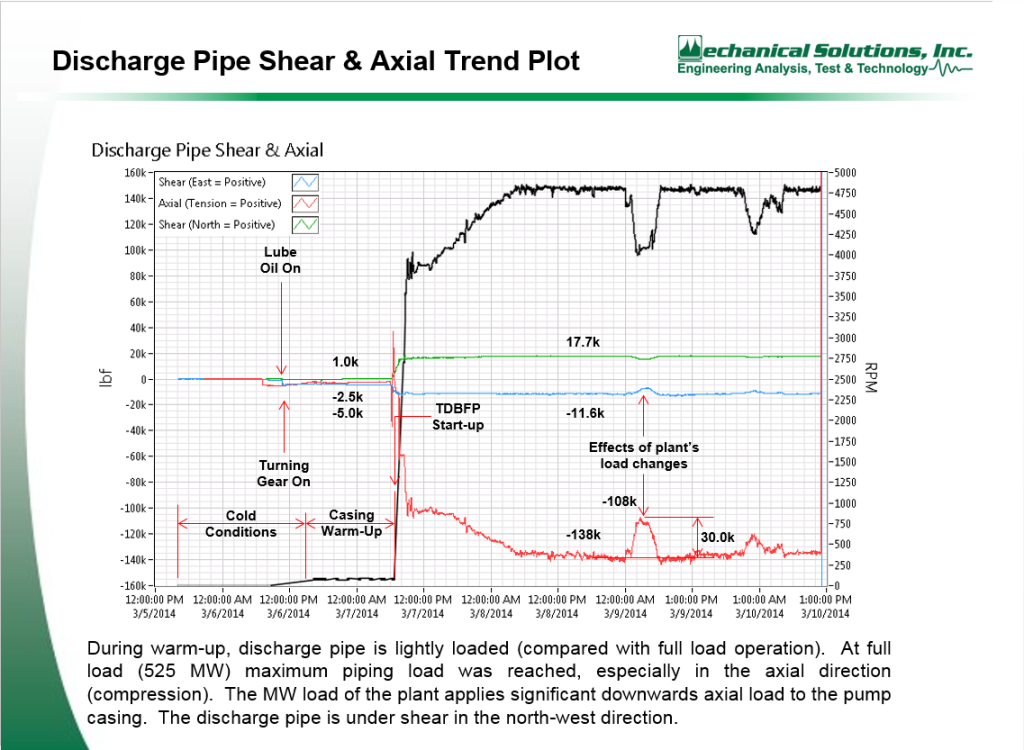
In MSI’s opinion, the high vibration of the IBB-X probe of the pump was due to elevated preload on the shaft caused by excessive pipe strain in the vertical direction (suction and discharge piping). Severe pipe loading was observed during the warm-up and also while the load was increasing to 525 MW. In this particular case, the pump casing was acting as a pipe anchor/ support. MSI also determined that the vibration was not caused by resonance from a structural or lateral natural frequency nor an acoustic natural frequency. The change in vibration amplitude due to variation in speed appeared to be directly proportional, but the pump vibration does not reduce at the same rate as the speed. The vibration amplitude drops a while after the speed reach the minimum value. In order to reduce the vibration amplitude the loads of the pipe hangers should be corrected and a new baseline alignment approach should be conducted, but the pump can remain in service until the next scheduled shutdown.