 MSI conducted vibration testing of an aeroderivative gas turbine on the west coast of the United States. The unit had been reported to have high vibration levels (2 in/s peak) at the HP compressor speed at maximum operational load (45MW).
MSI conducted vibration testing of an aeroderivative gas turbine on the west coast of the United States. The unit had been reported to have high vibration levels (2 in/s peak) at the HP compressor speed at maximum operational load (45MW).

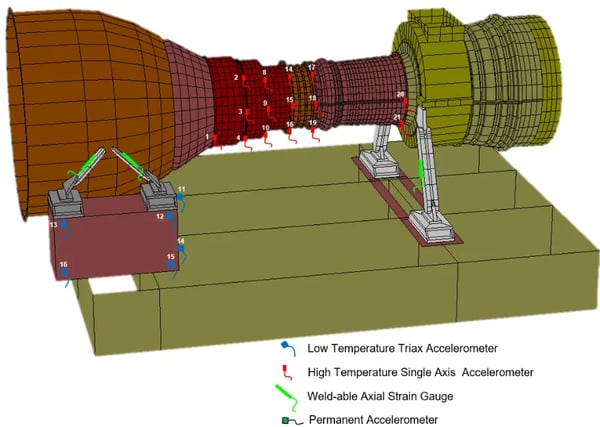
Continuous Monitoring: Vibration and Strain Gauge Locations
MSI performed specialized vibration testing that included experimental modal analysis (EMA), continuous monitoring using strain gauges, and operating deflection shape (ODS) characterization. This testing indicated that the high vibration was due to its elevated residual imbalance and some amplification due to a structural natural frequency near running speed. It was recommended to increase the pre-load of two legs and one support and to perform balancing using the U=1W/N approach, where U is the residual imbalance (oz-in) for the entire rotor, W is the weight of the rotor (lbm) and N is the operating speed.
- Work Performed
- Results/ Solution
- High vibration due to elevated residual imbalance and some amplification due to a structural natural frequency near running speed
- Impact: Increasing the pre-load of the forward left and right legs and the aft right support & recommended to perform this balancing using U=1W/N approach, where U is the residual imbalance (oz-in) for the entire rotor, W is the weight of the rotor (lbm) and N is the operating speed.
172 Hz Mode Shape (HP Compressor Bell Mode and Aft Left Support Bending)
Instrumentation used during the continuous monitoring testing (one side)
Various angles of machine investigated
