An end-user called MSI to help troubleshoot a newly commissioned critical compressor train experiencing unexplained vibration trips. These sudden vibration trips threatened to jeopardize the delivery of the product and thereby result in a substantial loss of revenue. The combined service six-stage (three plus three) integrally geared compressor was installed in an industrial gas facility supplying a major petrochemical plant. The compressor was electric motor driven with three stages for high-pressure nitrogen compression and three stages for high-pressure dry air compression. The compressor was commissioned with tilting pad bearings operating continuously over 200°F. Subsequent bearing inspections showed excessive oil coking and wear.
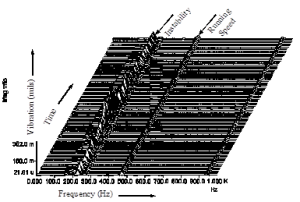
The OEM attempted to modify the bearings to reduce the pad temperatures, but this was unsuccessful due to unacceptably high vibration amplitudes. Following the vibration trips, MSI traveled to the facility on very short notice and began specialized vibration testing. The data collection involved process and bearing oil tests to recreate the trip phenomena. MSI was able to conclusively identify the problem as a rotordynamic instability caused by a strong subsynchronous excitation of a cantilevered rotor natural frequency located at 47 percent of running speed (refer to figure). Rotordynamic analysis suggested that the subsynchronous excitation was due to labyrinth seal cross-coupling effects. Based on the recommendation of MSI, the manufacturer installed swirl breaks to decrease the subsynchronous vibration excitation. This eliminated the rotordynamic instability and allowed the bearings to be modified in order to reduce bearing pad temperatures. Following the installation of swirl breaks, the machine has not experienced a vibration-related trip.
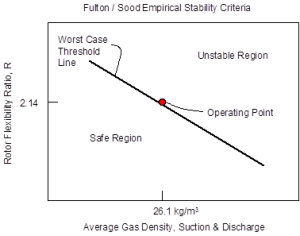
Because of the successful field testing and redesign work, the end customer has used MSI for subsequent upfront design assessment work on other integrally geared compressor trains. MSI utilizes its state-of-the-art rotodynamic and FEA codes, along with years of design assessment experience, to help identify possible problems. This experience base includes empirical stability criteria such as the Fulton/Sood Stability Map. The use of this screening criteria would have identified the instability seen in this particular compressor (refer to figure). MSI’s assessment and field testing expertise has made it a leader in successfully commissioning critical compressor trains.
The results of this successful testing were summarized as a lecture at the 30th Turbomachinery Symposium of Texas A&M (2001).
