Nuclear Service Water Pump Elevated Vibration
Summary
What Is Elevated Vibration in a Nuclear Service Water Pump?
Four nuclear Service Water (SW) pumps had been retrofitted with a modified below-ground structure. After several years, one pump experienced vibration levels twice the normal value, recorded by below-ground submersible accelerometers. This issue began after top shaft sleeve replacement, which had been performed to correct excessive top shaft radial motion.
Figure 1. ODS animation of the pump showing the exaggerated motion of the below-ground mode being excited at 2/3x RPM. In this case, four uni-axial submersible accelerometers had already been attached in four clock positions (north, south, east, and west directions) to the column assembly about 30 feet below the sole plate. The sensor location was about the mid-span of the 65 foot long below-ground column assembly.
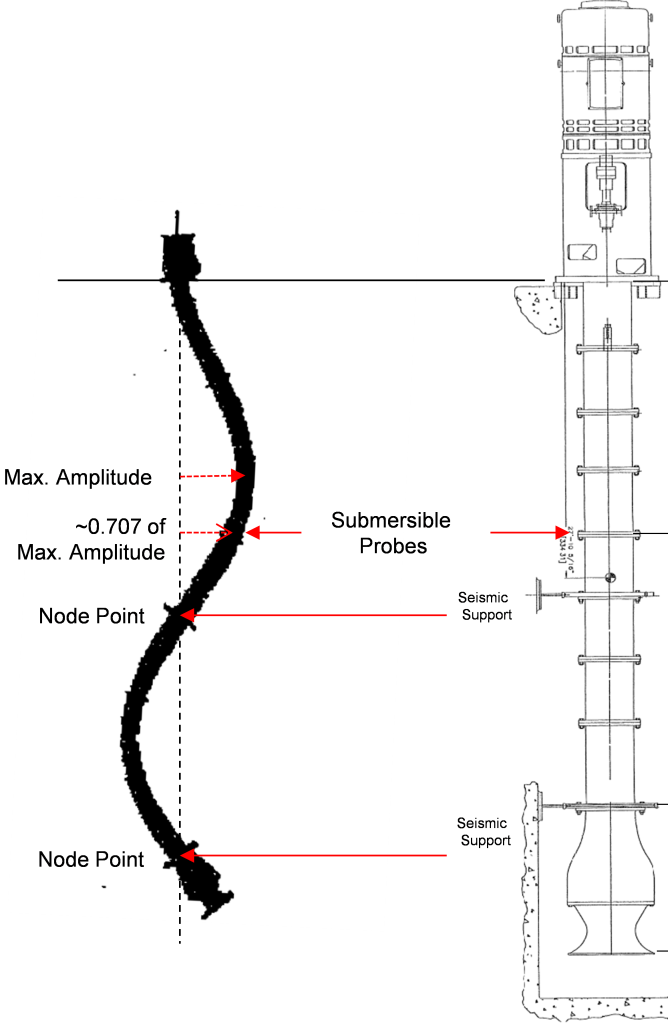 Figure 2. Important observation –The first bending mode(“S-shape”) ODS test animation (Figure 1) and shown above had its maximum amplitude above the permanently installed submersible accelerometers. This meant that the recorded vibration was lower than the actual maximum structural vibration. Monitoring thresholds were adjusted accordingly. Sensor location matters when operating near a resonant condition.
Figure 2. Important observation –The first bending mode(“S-shape”) ODS test animation (Figure 1) and shown above had its maximum amplitude above the permanently installed submersible accelerometers. This meant that the recorded vibration was lower than the actual maximum structural vibration. Monitoring thresholds were adjusted accordingly. Sensor location matters when operating near a resonant condition.
How Was the Nuclear Pump Vibration Diagnosed?
The vibration was diagnosed using Experimental Modal Analysis (EMA, or impact) testing on the operating pump, Continuous Vibration Monitoring, and Operating Deflection Shape(ODS) testing to identify natural frequencies,mode shapes, damping, and resonance.
MSI conducted specialized vibration testing using three key methods:
What Is Experimental Modal Analysis (EMA) testing?
EMA involved impacting each pump during operation and measuring vibration response to identify:
- Natural frequencies of the system
- Mode shapes and their vibration amplification or damping values
- Structural resonance susceptibility due to separation margins from excitation sources such as 1xrpm.
Why Use Continuous Vibration Monitoring?
The above ground portion of the problem pump was instrumented with the below-ground submersible accelerometers also connected to MSI’s analyzer and monitored overnight under normal operating conditions to:
- Capture real operating behavior
- Detect persistent vibration harmonics
- Correlate dynamic behavior with operational speed
What Is Operating Deflection Shape (ODS) Analysis?
ODS testing involves: 1) Technicians recording steady-state tri-axial vibration data using roving accelerometers at many locations on the machinery system, 2) specialized software applying the test data over a computer model and animated the model based on the field vibration measurements to:
-
Visualize relative motion between motor, discharge head, and below-ground column assembly
-
Confirm dominant vibration mode
-
Evaluate component interactions at critical frequencies
What Caused the Elevated Vibration Levels?
The elevated vibration was caused by structural resonance of the first below-ground bending(“S-shape”) mode, excited by a 2/3× RPM harmonic, likely due to seismic support wear and bearing degradation.
Key observations:
- Resonant mode frequency: 64% of running speed
- Excitation source: 2/3× RPM harmonic from rubbing/impact
- Possible contributing factors:
- Looseness or wear in seismic supports
- Bearing wear due to sand and silt erosion from previous storms
What Recommendations Were Made?
MSI recommended:
- Adjust vibration monitoring levels of submersible accelerometers
- Maintain continuous operation until the next outage
- During the next outage:
- Inspect seismic supports for looseness or wear
- Evaluate bearings for erosion-related wear
Frequently Asked Questions (FAQ)
What vibration harmonics indicate rubbing or impact?
Rubbing or impact commonly produces 0.5× RPM, 1/3× RPM, or 2/3× RPM harmonics in vibration spectra.
Why is structural resonance dangerous in nuclear pumps (in all rotating machinery systems)?
Resonance amplifies vibration, increasing damage-causing forces, accelerating fatigue, and significantly increasing the risk of failure.
Resonance may only account for a relatively small portion of machinery problems but requires an inordinate percentage of maintenance budgets to diagnose and correct. Fortunately, correctly written purchased specifications can greatly reduce the risk of resonance issues during the new or modified plant design process.
How do EMA and ODS analyses help detect pump vibration issues?
EMA identifies natural frequencies and mode shapes, while ODS visualizes motion between components, helping engineers confirm the source of resonance.
