MSI was contracted by the OEM to perform testing and analysis to determine the root cause of gear tooth failures on an aeroderivative gas turbine power generation drivetrain. The 37 MW gear box had broken pinion teeth after several thousand operating hours. The OEM was proceeding with a tooth profile re-design to make the gear more tolerant of the misalignment to which other consultants had attributed the tooth failures. The OEM was suspicious that the postulated level of gear mesh misalignment could not explain the tooth failures.
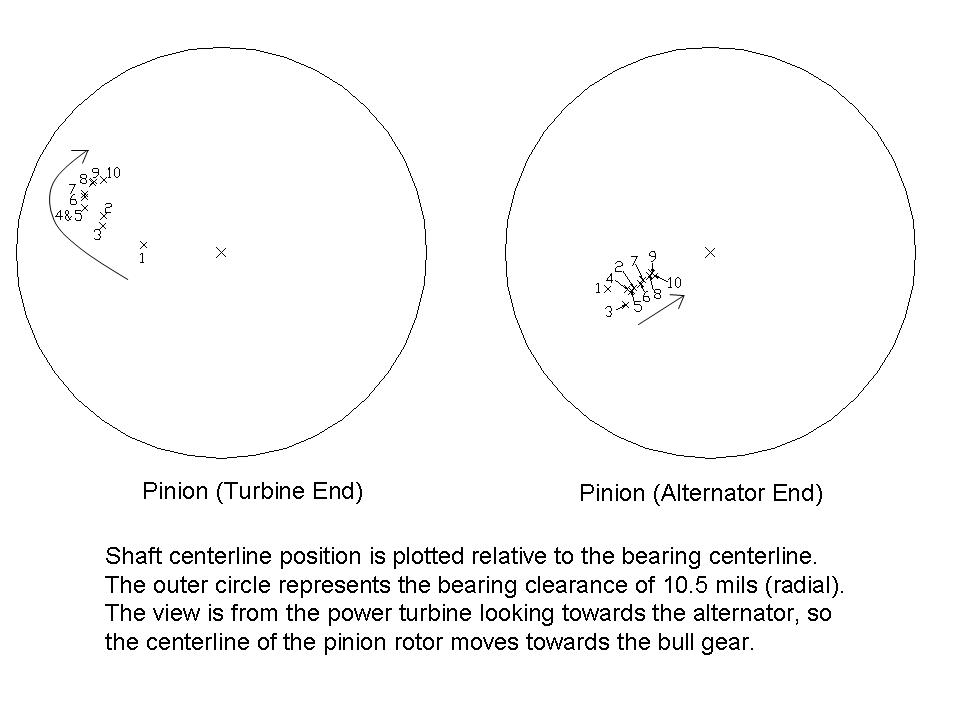 Figure 1. Shaft centerline position relative to the bearing centerline. The outer circle represents the bearing clearance. The arrows indicate the direction the rotor centerline moves with increasing load.
Figure 1. Shaft centerline position relative to the bearing centerline. The outer circle represents the bearing clearance. The arrows indicate the direction the rotor centerline moves with increasing load.
MSI’s testing of this rotating machinery vibration failure issue consisted of structural and rotor vibration measurements as well as measurement of the gearbox bearing housing deflection with increasing load and temperature. The gear box structural vibrations at the various load conditions were uneventful, not providing much insight into root cause of the gear tooth failures. The pinion rotor however was measured to have considerable radial and axial vibrations particularly when operating at low loads and at idle speed. The pinion centerline (average location, not vibration) moved with increasing load as shown by the arrow in Figure 1. It is important to note that the two ends of the pinion behaved very differently with the turbine end following a crescent shaped trajectory and the generator end moving towards the bearing centerline as the load was increased. In the absence of external forces a double helical gear will move axially until the torque load is balanced between the two helices. The symmetry of the gears results in identical radial loads on each side which must be carried by each bearing straddling the pinion. Symmetric loading should lead to both bearings behaving in a similar manner, which was not the case.The rotor centerline trajectories which were measured indicated an increasing radial load on the turbine end bearing and a decreasing load on the generator end bearing with increasing transmitted torque. In order for this to exist, there external forces must act on the pinion rotor which result in one of the helices carrying significantly more load. Figure 2 is a free body diagram of the helical gearset illustrating how the loading on one of the helices can be significantly higher than the other when an external axial force is applied to the pinion.
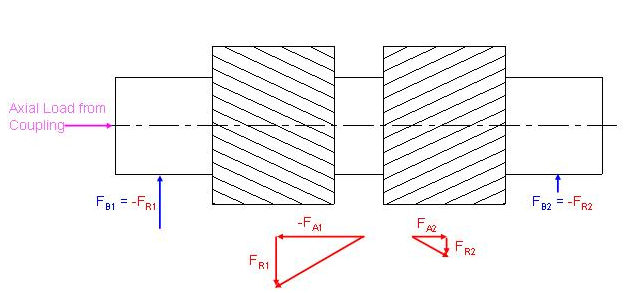
Figure 2. Free Body Diagram of Forces Acting on the Pinion.
An external axial force which is transmitted to the pinion must come through the coupling between the turbine and the gearbox, but this was a disk pack coupling which was flexible in the axial direction. MSI determined that the root cause of the entire problem was that the axial thermal growth of the drivetrain was greater than the axial travel allowed by the flexible coupling.
The problem was corrected by increasing the axial travel of the coupling between the power turbine and the pinion. The route which the OEM was taking to redesign the gear tooth profile to account for a hypothetical gear mesh misalignment would not have solved the problem, and may have even resulted in higher tooth stress levels and more frequent failures.
