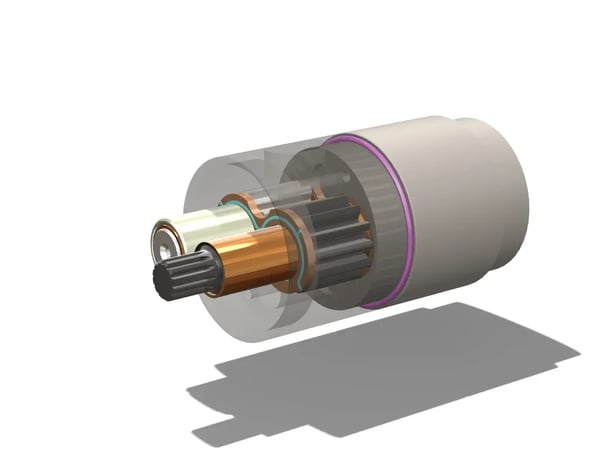
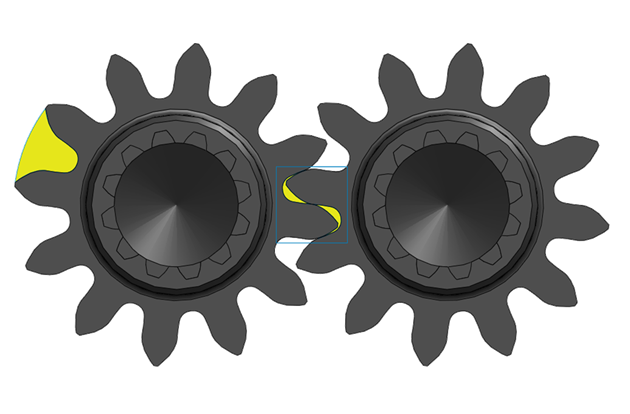
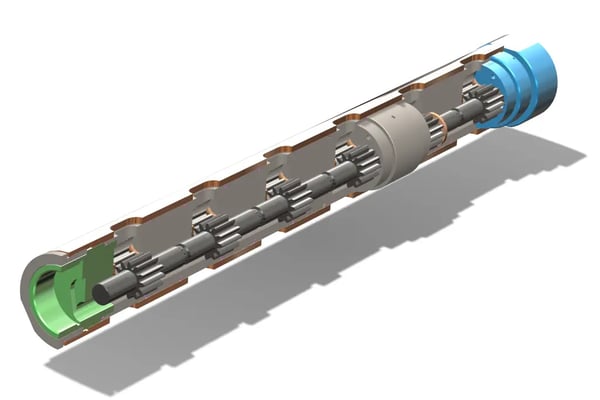
MSI was contracted to design a down-hole, multi-set external gear hydraulic motor – pump unit. The system had to meet specific requirements to achieve a design to replace the current pitot jet-pump configuration. Some of the design challenges included a small unit size, maximizing volume displacement, improving efficiency, and increasing durability under the extreme conditions of the well environment. Numerous iterations took place in both design and finite element analysis to achieve an optimal concept. A new gear profile (an involute-cycloid hybrid) was researched and developed to achieve the best possible volumetric displacement and tooth strength over standard gear profiles.