Curing Resonance in Reactor Feed Pumps
What Did Not Cause Excess Vibration in Nuclear Reactor Feed Pumps?
A newly constructed European nuclear power plant experienced unusually high vibration in all of its main feed pumps while undergoing the plant’s initial commissioning. Vibration levels were up to three times the allowable vibration specifications, depending on operating load. Nearly all vibration occurred at the vane passing frequency (VPF), initially attributed by the plant and the pump OEM to shaft critical speed being excited (i.e., resonance) due to inadequate vane/volute “B-gap” hydraulic clearance leading to excessive forces.
Extensive testing revealed that rotordynamic natural frequencies were critically damped under all operating conditions and were not the cause. By applying Experimental Modal Analysis (impact) testing on the operating machinery using MSI’s TAP™ method, engineers could isolate and “back out” B-gap forces from the vibration data. Results showed that hydraulic forces were within acceptable limits. It should be noted that even acceptable B gap hydraulic forces can excite a rotordynamic natural frequency if there is not enough damping in the rotor system but that was not the case in this situation.
There are companies that will recommend and perform a Gap B modification as a cure all. Based on the MSI test results,simply increasing Gap B to reduce these hydraulic forces would not have resolved the non-existent rotordynamic issue. It would have led to lower pump efficiency, costing approximately $1 million per year in operational expenses and lost peak production.
What Did Cause Excess Vibration in Reactor Feed Pumps?
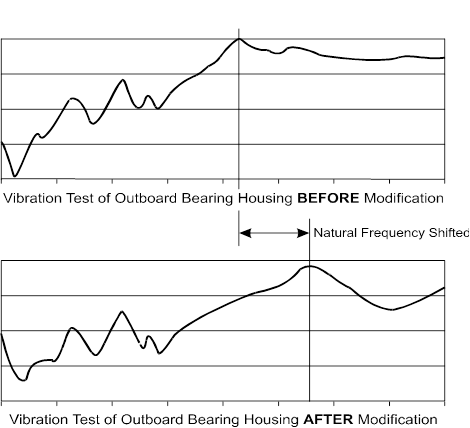
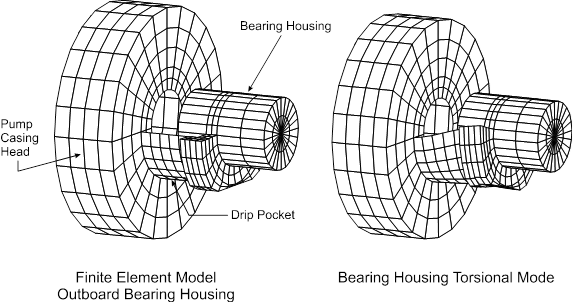
Further analysis of the test data determined the real culprit was a lightly damped outboard bearing housing natural frequency that was resonant at VPF – even with normal levels of VPF. This resonance involved combined horizontal bending and twisting of the housing through a 180-degree “drip pocket” connecting the housing to the pump casing. During operation, mass-loading of the shaft assembly caused the bearing film to stiffen, lowering the natural frequency. This explained why conventional stationary impact testing by the others had failed to identify the issue. MSI’s TAP™ testing, performed while the pump was in operation, successfully revealed the resonance.
How Was the Bearing Housing Resonance Corrected?
A Finite Element Analysis (FEA) model was validated using the test data to computational mimic the bearing housing’s natural frequency and mode shape. The validated model was then used to re-design the bearing housing focused on a practical solution. MSI engineers and technicians designed a bolt-on “bridge” to span the top of the drip pocket, reducing torsional motion and shifting the natural frequency away from the vane passing frequency.
The results were immediate: peak vibration dropped to within specification, allowing the plant to proceed with on-schedule commissioning. Avoiding delays saved approximately $500,000per day in potential lost revenue.
Key Technologies Used in Analysis
- TAP™ Experimental Modal Analysis (impact) testing methodology on the operating-pump.
- Finite Element Analysis (FEA) for structural resonance verification and to redesign the bearing housing.
Frequently Asked Questions
What is vane passing frequency in a pump?
Vane passing frequency (VPF) is the vibration frequency generated as the rotating pump impeller vanes pass the stationary volute tongue(s) or diffuser vanes. All pumps, compressors, fans, etc. have impeller vane or blade pass frequencies. In general it is only a vibration problem if it excites lightly damped natural frequencies in nearby components (bearing housings, shafts) or piping. Most often impacts higher horsepower multi stage pumps such as feed pumps and wastewater or other types of pumps with a low number of impeller vanes (1, 2, or 3)
Why didn’t the OEM identify the resonance issue?
Traditional stationary impact testing could not simulate operating conditions where the bearing film stiffens, lowering the natural frequency. TAP™ testing under operational loads revealed the problem.
How can vibration in rotating machinery such as nuclear feed pumps be mitigated cost-effectively?
The risk of these types of costly resonance issues can be reduced prior to installation or modifications at a machinery design level and a plant design level.
What are the benefits of TAP™ testing over traditional methods?
TAP™ testing allows in-situ analysis of rotor and housing dynamics under operational conditions, capturing real-world resonance effects that stationary tests may miss.
