The largest combined-cycle natural gas-fired power facility in Canada (2015) was measuring excessive vibration on two single stage circulation water pumps (CWP). The vibration levels were just below specification requirement upon installation, but over time, the vibration increased by almost a factor of 10.

- Problem Statement (Challenge)
- What (type of machine): Circulation Water Pump (Single Stage Vertical Turbine Pump)
- Where (State/ Country): Canada
- Why (problem/reason): An engineering, procurement and construction firm needed help in determining the root cause for the high vibration amplitude of two recently installed circulation water pumps and to provide a solution to mitigate this issue. The site identified that, over time, the vibration amplitudes increased by almost a factor of ten at the dominant frequency of 1xN/ 509 rpm. MSI was called to conduct specialized vibration testing on the pumps system and help avoid dealing with future problems.
- Work Performed
- Results/ Solution
- Findings: The elevated synchronous vibration measured at the top of the discharge head was due to resonance of the system “trunion” structural natural frequency excited by 1xN. In this mode, the above-ground structure is tilting in one direction, while the below-ground structure tilts in the opposite direction, or out-of-phase, as a nearly rigid body. The vibration gradually increased within a year from just below the 0.17 in/s RMS ANSI/HI 9.6.4 vibration limit upon installation to almost 1.0 in/s RMS when MSI arrived. Based on MSI’s testing, one pump’s “trunion” mode is being excited in the parallel direction, while the mode on the sister pump is in the perpendicular direction. In MSI’s opinion, the initial vibration (mode slightly above the running speed) caused delamination of the grout underneath the soleplate slightly lowering the natural frequencies into the operating speed range.
- Impact: Before any modifications were made, the plant decided to perform a trim balance, which MSI suggested would not work, and it did not. MSI was then consulted to run an FEA. MSI calibrated the solids model provided by the OEM to match the EMA running/ wet test results. Once this model was calibrated for the 1st and 2nd modes (trunion and “C” shape modes, respectively), MSI ran different scenarios to come up with the best approach (economical and least intrusive) to detune the offending structural natural frequency (with enough separation margin from the 1xN) but without having the 2nd mode drift down near the 1xN separation margin range. Without the use of FEA, most modifications do not resolve the issue the first time around, or worse, other natural frequencies are brought into the operating speed range. In this case, the FEA suggested that cutting the existing ribs at key locations would do the trick, and it did.
Animation.
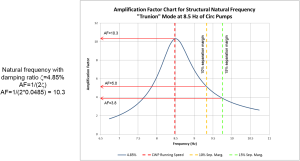
Chart showing amplification factor of the natural frequency.
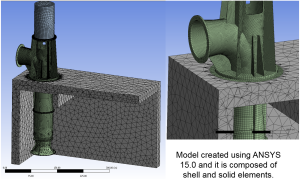
Finite element model mesh.
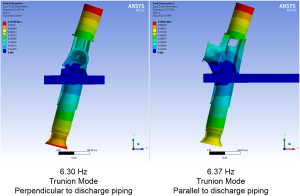
Finite element analysis plot of resulting mode shape after modification.
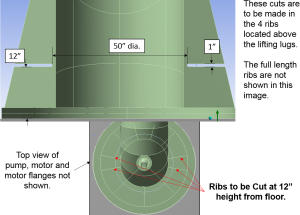
Modifications made to fix the vibration problem.
